铝锭,又叫重熔用铝锭,是工业上的原料铝,外观呈银白色,其熔点因铝的纯度不同而不同,99.996%高纯铝的熔点测定值为660.4℃,当铝的纯度为99.99%时,一般熔点会下降1~2℃;沸点2467℃,工业纯铝中杂质硅和铁的质量分数决定了铝的密度,一般的工业纯铝密度为2.70~2.71g/cm。铝锭按成分不同分为重熔用铝锭、高纯铝锭和铝合金锭三种,按形状和尺寸又可为线坯、圆锭、扁锭、T形锭等。
本页面主要目录有关于铝锭的:定义与分类、物理特性、应用领域、生产过程、发现历史、相关标准等介绍

铝锭,又叫重熔用铝锭,是工业上的原料铝,外观呈银白色,其熔点因铝的纯度不同而不同,99.996%高纯铝的熔点测定值为660.4℃,当铝的纯度为99.99%时,一般熔点会下降1~2℃;沸点2467℃,工业纯铝中杂质硅和铁的质量分数决定了铝的密度,一般的工业纯铝密度为2.70~2.71g/cm。铝锭按成分不同分为重熔用铝锭、高纯铝锭和铝合金锭三种,按形状和尺寸又可为线坯、圆锭、扁锭、T形锭等。
本页面主要目录有关于铝锭的:定义与分类、物理特性、应用领域、生产过程、发现历史、相关标准等介绍
铝锭
重熔用铝锭
lǚ dìng
维勒
银白色
99.996%高纯铝的熔点为660.4℃,当铝的纯度为99.99%时,熔点会下降1~2℃
2467℃
一般的工业纯铝密度为2.70~2.71g/cm
铝锭进入工业应用后分为两大类,铸造铝合金和变形铝合金。铸造铝合金主要用于制造航空航天、交通运输、船舶、电子等装备的高性能、高精度、低成本的复杂薄壁精密铸件。变形铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件、模锻件等。被广泛用于各种承力结构件的制造,航天航空飞行器制造等,如内燃机的各种管道、导风轮、压气机叶轮、油箱、活塞、铁路客车、飞机的行李架、飞机制造梁、隔框、操纵滑轮、窗框、灯具,各种装饰材料等。
我们日常工业上的原料铝叫铝锭,按国家标准应叫“重熔用铝锭”,金属铝采用电解方法生产出来以后,一般均将铝液铸造成铝锭,即商品铝锭,以供用户重新熔化后进行各种方式的深加工,制成各种铝制品。
铝锭按成分不同分为重熔用铝锭、高纯铝锭和铝合金锭三种。
重熔用铝锭:重熔用铝锭的化学成分如下表所示。
牌号 | 代号 | 化学成分 | 标记 | |||||
Al | Fe | Si | Fe+Si | Cu | 杂质总和 | |||
不小于 | 不大于 | |||||||
特一号铝 | A00 | 99.7 | 0.16 | 0.13 | 0.26 | 0.01 | 0.3 | 一道白杠 |
特二号铝 | A0 | 99.6 | 0.25 | 0.18 | 0.36 | 0.01 | 0.4 | 二道白杠 |
一号铝 | A1 | 99.5 | 0.30 | 0.22 | 0.45 | 0.015 | 0.5 | 二道红杠 |
二号铝 | A2 | 99.0 | 0.50 | 0.45 | 0.90 | 0.020 | 1.0 | 二道红杠 |
三号铝 | A3 | 98.0 | 1.10 | 1.00 | 1.80 | 0.050 | 2.0 | 三道红杠 |
高纯铝锭:高纯铝锭的化学成分如下表所示。
牌号 | 化学成分 | |||||||||||
AI含量,%(不小于) | 杂质含量ppm(不大于) | |||||||||||
Si | Fe | Cu | Pb | Zn | Ca | Ti | Cd | Ag | In | 总量 | ||
Al-05 | 99.999 | 2.8 | 2.8 | 2.8 | 0.5 | 1.0 | 0.5 | 1.0 | 0.2 | 0.2 | 0.2 | 10.0 |
Al-055 | 99.9995 | Si+Fe+Cu+Zn+Ti+Ga | 5.0 | |||||||||
铝合金锭:铝合金锭是以纯铝及回收铝为原料,依照国际标准或特殊要求添加其他元素,如硅(Si)、铜(Cu)、镁(Mg)、铁(Fe)等,以改善纯铝在铸造性、化学性及物理性方面的不足而调配出来合金锭。
按形状和尺寸又可为线坯、圆锭、扁锭、T形锭等
铸造铝合金:一般来说,铸造铝合金中所含元素的量要高一些(例如Al-Si合金的硅含量为4.5%~13%),并具有较多的共晶体,有较好的铸造性能,但可塑性低,不宜进行压力加工。
组别 | 牌号系列 | 品种数量 |
AI-Cu系 | 2xxx.x | 7 |
Al-Si-Cu或Mg系 | 3xxx.x | 41 |
Al-Si系 | 4xxx.x | 12 |
Al-Mg系 | 5xxx.x | 5 |
Al-Zn系 | 6xxx.x | 2 |
Al-Ti系 | 7xxx.x | 1 |
Al-其他金属系 | 8xxx.x | 2 |
备用组 | 9xxx.x | 1 |
变形铝合金:强度和塑性一般较高,可通过锻造、滚轧、镶压、挤压等方法给铝合金施加外力,即压力加工法,使其产生变形而成为各种不同形状、尺寸、性能的材料或制品。根据化学成分和热处理特点的不同,变形铝合金分为不可热处理强化的铝合金和可热处理强化的铝合金,具体分类和代号如下:
工业纯铝——代号为1×××,
Al—Cu系列——代号为2×××,
Al—Mn系列——代号为3×××,
Al—Si系列——代号为4×××,
Al—Mg系列——代号为5×××,
Al- Mg-Si系列一一代号为6×××,
Al-Zn-Mg系列——代号为7×××,
Al-Fe 系列——代号为8×××。
不可热处理强化的铝合金不能用滚火和时效的热处理方法使其强化,它们只能通过冷加工硬化的压力加工方法来提高机械强度。这类铝合金主要有工业纯铝和防锈铝。可热处理强化的铝合金采用淬火和时效的方法能够显著提高其机械强度。这类铝合金主要有锻铝、硬铝、超硬铝、特殊铝。
(1)重熔用铝锭:15kg,20kg,700kg(≤99.80%Al);
(2)T形铝锭:500kg,1000kg(≤99.80% Al);
(3)高纯铝锭:10kg,15kg(99.90%~99.999%Al);
(4)铝合金锭:10kg,15kg(Al-Si,Al-Ca,Al-Mg等);
铝锭具有银白色的金属光泽。其主要物理特性如下:
铝锭物理特性项目 | 特性 |
密度 | 铝的密度小,铝锭中添加的其他微量元素影响了铝锭的密度,一般情况下,镁、锂和硅可降低铝的密度,而铬、铜、锰、镍、钛和锌则可增大铝的密度。一般工业纯铝中m(Fe)/m(Si)=2~3,密度为2.70~2.71g/cm |
热膨胀 | 铝锭中由于添加Al2O3,铜、铁、镁、镍、硅或者锌,其膨胀系数会发生改变,一般情况下,镁和锌可使铝的膨胀系数增大,而其它添加元素则使之减小 |
热导率 | 铝的导热率好,铝锭中微量元素的添加并不影响铝的热导率,但是当温度低于零度时,微观组织对热导率的影响比较明显。铝合金弹塑性变形均会导致其热导率下降 |
电导率和电阻率 | 铝锭中所有已知的金属添加元素都可能降低铝的电导率,固溶体合金电导率比非固溶体合金电导率低得多。随着固溶体中锰含量的增加,电阻率也迅速增大,当锰浓度超过其固溶极限后,电阻率增加速率大为减慢,两种现象成为鲜明的对比 |
磁化率 | 铝无磁性,铝锭的磁化率取决于磁化特性和添加元素的数量以及添加元素的形成。钒可降低顺磁化率,锰和铬增加磁化率,其程度超过混合物选加法计算的结果,含锰1.38%时可达到0959,含铬0.63%时达到0.669 |
反射和辐射 | 铝的反射光线能力良好,因为铝对白光的全反射(可见反射)和辐射是金属表面特征,所以铝锭中添加微量金属元素对铝的反射和辐射的影响不明显,但可以影响加工过程和热处理过程及使用过程中表面氧化膜的组成,这些过程通常会降低可见光反射,提高辐射能力 |
表面张力 | 铋、钙、锂、镁、铅、锑、锡可使99.99%铝的表面张力明显降低,而银、铜、铁、镓、锰、硅、锌对铝的表面张力几乎没有影响。表面张力随温度升高而下降 |
粘度 | 在200℃时,铝锭中添加的铜、铁、钛可提高铝的粘度。添加锌对铝的粘度几乎没有影响,而添加镁和硅则可使其降低 |
比热 | 以重量为计算基础,铝的比热比其它金属要高。但以体积而论,不同金属比热的差别不大,因此,铝锭中添加的少量至中等数量的其它金属不会显著影响比热值 |
弹性模量 | 铝锭中添加的铍、锰、钴、镍、硅和锂元素会导致弹性模量的增大 |
铝锭进入工业应用后分为两大类,铸造铝合金和变形铝合金。
铸造铝合金主要用于制造航空航天、交通运输、船舶、电子等装备高性能、高精度、低成本的复杂薄壁精密铸件。
Al-Si系合金:Al-Si系铸造合金的耐蚀性和焊接性良好,流动性优良,且随着Si含量的增加其流动性也会相应增加,但铸件易产生缩孔缺陷。主要用来制备大型薄壁复杂的铸件。
Al-Cu系合金:Al-Cu系铸造合金具有优异的切削性,热处理后的材料的力学性能有较为显著的提高,特别是伸长率较高,但耐蚀性相对较差。对合金进行人工时效处理能改善力学性能,可用来制备高强度要求的铸件。
Al-Si-Cu系合金:该体系合金是在Al-Cu系合金的基础上加入Si,也可在Al-Si系合金中加入Cu,可有效改善合金的力学性能和切削性能,热处理可进一步提高性能。该体系合金的耐压性和流动性好于Al-Cu系合金。其优异的切削性和焊接性,较少的铸造缺陷,使其广泛应用于制备机械零件。
Al-Si-Mg系合金:在Al-Si系铸造合金中加入一定量的Mg,可以在保留AI-Si系合金特性的基础上改善其切削性和力学性能。Mg的添加可以使合金的铸造性能优异,耐蚀性、力学性能、耐震性等得到提高。该体系合金中的某些牌号也是导电性最好的铸造铝合金材料。
Al-Si-Cu-Mg系合金:在Al-Cu-Mg-Ni系铸造合金中加入Si可改善合金的耐磨性和铸造成形性,降低合金的线膨胀系数,这类合金常用在发动机活塞中,所以也称其为活塞铝合金。
超级铝硅合金:该合金是日本轻金属公司针对活塞的需求而研制的,合金中Si的质量分数范围为15%~23%。此合金的铸造性能较好,可采用变质处理得到细小均匀的初晶硅。
Al-Mg-Zn系合金:该体系合金具有很好的强韧性,对应力腐蚀的耐受程度也较好,一般采用T6处理进一步提高铸件的强度。
优质合金:也被一些国家称为高质量铸造铝合金,是指杂质含量控制在0.15%以下的优质合金。这种合金的强度和韧性优异,可制备出高品质的铝合金铸件。
根据应用需求,变形铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件、模锻件等,其中2xxx系(Al-Cu系)、5xxx系(AI-Mg系)、6xxx系(Al-Si-Mg系)和7xxx系(Al-Zn-Mg-Cu系)变形铝合金被广泛用于各种承力结构件的制造。其中,2xxx系和7xxx系铝合金在航空航天飞行器制造中被大量使用。
防锈铝合金:是AI-Mn系和A-Mg系铝合金两类。常用的防锈铝合金有3A21、5A02、5A03、5A05、5A11等。防锈铝合金在航空、汽车、铁路运输等工业行业应用较多,特别是Al-Mg系铝合金由于耐震、耐疲劳、抛光性好,很适宜用于内燃机的各种管道、油箱,铁路客车、飞机的行李架、窗框、灯具,以及各种装饰材料。
普通硬铝合金:是Al-Cu-Mg系铝合金,它是能热处理强化的铝合金中应用最广泛的一种,2B16、2A20硬铝合金有很好的塑性,常常用来制造铆钉。2A11硬铝合金为标准硬铝合金,既有相当高的硬度又有足够的塑性,经过350~420℃的退火处理后,可进行冷锻成形加工,时效热处理后又可大大提高其强度。因此,2A11硬铝合金在飞机制造业中被广泛用于制造梁、隔框、操纵滑轮等。
Al-Mg-Si-Cu系锻铝合金:主要是用锻造方法来生产形状比较复杂的零件。这类铝合金具有良好的锻造成形工艺性能,在室温下有较高的强度,其含Cu量比硬铝合金要低,不会形成脆性的AI2Cu。在铁路上常用2A50制造内燃机车的导风轮和压气机叶轮等。
Al-Cu-Mg-Fe-Ni系锻铝合金:主要是2A70、2A80、2A90锻铝合金,这类锻铝合金是含有Fe、Ni的耐热锻铝合金;这类锻铝合金的工作温度可达370℃。铁路上常用2A70锻铝合金制造内燃机车的活塞套和活塞裙,用2A80来制造活塞和活塞套等。
铝产业链主要由铝土矿开采、氧化铝生产、铝电解和铝加工这四个环节构成,从上游的铝土矿开采开始,中游将铝土矿生产氧化铝再熔盐电解生产铝,下游将电解铝进行加工处理为铝锭。其中铝电解和铝加工是与铝锭生产息息相关的。
工业铝的生产主要通过电解的方法生产,普通铝锭一般采用霍尔-埃鲁铝电解法,重熔用精铝锭一般采用三层液电解法。
霍尔-埃鲁铝电解法:工业上生产原铝是在铝电解槽中进行,炼铝的方法采用霍尔-埃鲁铝电解法,该法将Al2O3溶解在一种主要含有冰晶石电解质中进行电解生产铝。电解质中还添加氟化铝、氟化钙等添加物,用来改善电解质的性质。总反应式可写成下式:
1/2Al2O3(dis)+3/4C
三层液电解法:三层液电解法精铝生产的原料为普通电解铝(99.5%以上)即可。根据情况,用合格的液态铝或普通重熔铝锭均可。从普铝电解槽抽出的原铝液需经静置去除原铝液中的电解质和各种夹杂后,直接加入到精炼电解槽内进行精炼提纯。
典型的铝锭的铸造工艺流程为:出铝一计量一配料一装炉一扒渣—浇铸—铝锭一成品一检查一成品计量一入库。
重熔用铝锭的连续铸造:连续铸造可分为混合炉浇铸和外铸两种方式,主要用于生产重熔用铝锭和铸造合金锭。混合炉浇铸,铝液经流槽流入铸模中,用铁铲将铝液表面的氧化膜除去,铝液流满一模后,将流槽移向下一个铸模,铸锭机是连续向前运行,铸模依次向前,铝液逐渐冷却,到达铸造机中部时铝液已经凝固成铝锭,由打印机打上熔炼号。外铸是由抬包直接向链式铸锭机浇铸,主要是在铸造设备不能满足生产,或来料质量太差不能直接入炉的情况下使用。外铸由于无外加热源,所以要求抬包具有一定的温度,一般夏季在690~740℃,冬季在700~760℃,以保证铝锭获得较好的外观。
扁锭和圆锭的竖式半连续铸造:竖式半连续铸造主要用于板锭、圆锭等各种变形合金的生产。铝液经配料后倒入混合炉,根据产品品质的需要加入合金。竖式半连续铸造是顺序结晶,铝液进入铸孔后,开始在底盘上及结晶器内壁上结晶,由于中心与边部冷却条件不同,因此结晶形成中间低,周边高的形式。底盘以不变速度下降,同时上部不断注入铝液,这样在固体铝与液体铝之间有一个半凝固区。由于铝液在冷凝时要收缩,加上结晶器内壁有一层润滑油,随着底盘的下降,凝固的铝退出结晶器。顺序结晶可以建立比较满意的凝固条件,对于结晶的粒度,力学性能和电导率都较有利。此种铸锭其高度方向上没有力学性能上的差别,偏析也较小,冷却速度较快,可以获得很细的结晶组织。
1825年,丹麦科学家奥斯特(Hans Christian Oersted)发表了一篇文章,宣称他提炼出一块金属,其颜色和光泽有点像锡。现在看来,他所得到的是一种不纯的金属铝。因刊登文章的杂志不出名,奥斯特又忙于自己的电磁现象研究,这个实验就被忽视了。
1827年,德国年轻的化学家维勒(F.Wohler),首次提炼出金属铝。他将热的碳酸钾与沸腾的明矾溶液作用,将所得到的氢氧化铝经过洗涤和干燥以后,加热并通入干燥的氯气,得到无水氯化铝。然后将少量金属钾和过量的无水氯化铝置于铂坩埚,加热待反应完成,冷却入水得金属铝。
1850年,克莱尔(HenriSalnte-Claire)和德维尔(Deville)等人用金属钠代替钾作还原剂,成功地制得成铸块的金属铝。但由于钠价格昂贵,用钠作还原剂生产的铝成本比黄金还贵得多。德维尔实现了铝的工业化生产,尽管价格不菲,但他还是铸造了一枚铝质纪念勋章,上面铸上维勒的名字头像和“1827”的字样,以纪念维勒对铝的制备的历史功绩。
1885年美国Cowle兄弟首次用电解法生产出含铜和铁的铝合金,从此拉开了电解铝产业的帷幕。
1886年美国的霍尔(Charles Martin Hall)和法国艾鲁(Paul L.T.Héroult)特发明了在氟化铝和熔融冰晶石体系中电解生产铝的方法,并申请了专利,这是当今电解铝技术的鼻祖。
第二次世界大战后,压延和挤压机械的出现,奠定了铝工业化生产的基础,为以后铝工业的飞速发展创造了有利条件。
1、国家标准(GB1196-88)对铝锭的外观质量和包装方法也作了规定。
2、国家标准(GB8179—87)对高纯铝的外观进行了规定。
3、国家标准(GB/T3190—2008)中,共收录国际牌号铝合金牌号159个;共收录四位字符牌号铝合金牌号114个。
4、国家标准(GB/T 8733—2007)规定了铸造铝合金锭的化学成分、铸造铝合金国内外牌号及代号对照。

新亚洲娱乐(英文名:ASIA ENTERTAINMENT GROUP LIMITED,全称:新亚洲娱乐联盟集团有限公司)是一家以从事戏剧制作人及杂项戏剧服务为主的企业,成立于1999年,位于香港特别行政区。旗下分公司包括虎威艺能创作有限公司(TGS HK)、稻草人娱乐创作社(Scarecrow Entertainment)、虎威王朝音乐创作股份有限公司(TGS Music)、虎威活力娱乐传播有限公司(TGS Taiwan)、AK Entertainment(Korea)以及AEG Korea等。
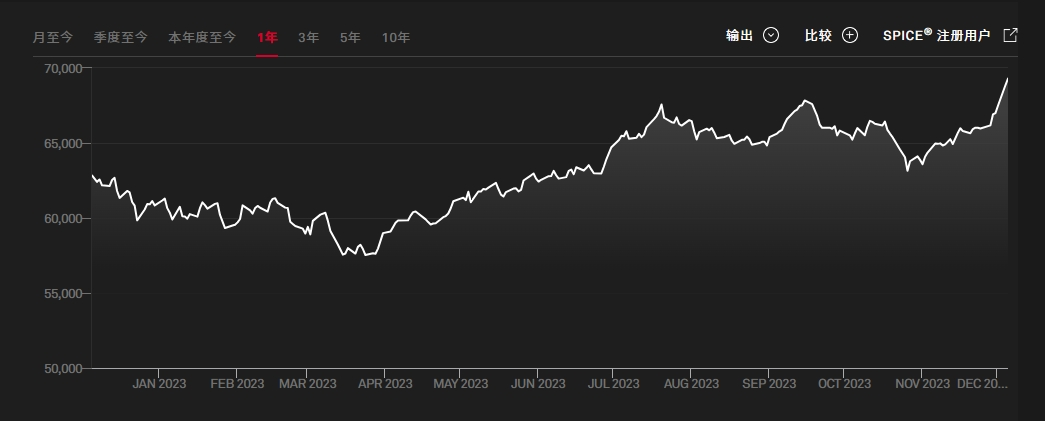
印度孟买SENSEX30指数(又称孟买敏感指数)为印度最被广泛使用的指数,为投资印度的重要参考指标,是由孟买证券交易所发行。由于各类媒体提到的“印度股市”,实际上都是孟买股票交易所,因此,该交易所的SENSEX-30指数几乎成了印度股市的代名词。




