数控车g74镗孔循环指令也能用于钻孔吗?
数控车g74镗孔循环指令也能用于钻孔吗?
-
很不好意思,一个星期之后才回答你的这个问题!今天有时间来回答一下,勿怪哈!
可以很肯定的告诉你,G74指令是完全可以用于钻孔的!
但是,在回答之前需要纠正一下你的提问,G74并不是镗孔循环指令,它应该叫端面(轴向)槽复合循环指令!为什么会有人说叫镗孔循环指令?又说它是钻孔循环指令呢?
简单说,G74指令是具有端面槽车削,钻孔加工,镗孔加工三个用途!如下图所示
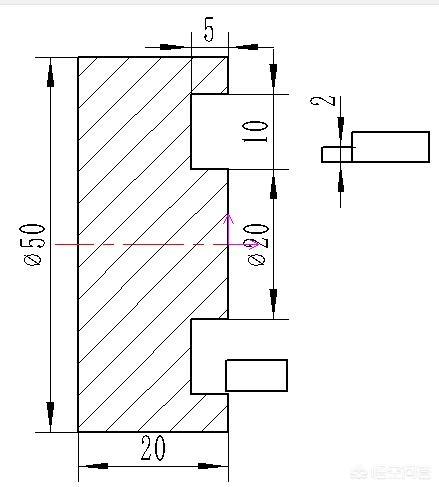
一、切槽
在这个图中,就可以用G74指令完成对宽度为10,深度为5的端面槽加工,假设刀具宽度为2mm,参考程序如下:
O1;
T0101
M3S800
G0X36;定位
Z2
G74R0.5;Z向退刀量
G74X20Z-5P2000Q3000F0.1
G0Z10
X52
M5
M30
程序详解:P、Q分别为X、Z方向进给量,单位为微米,X20Z-5和定刀点
G0X36Z2,这两个点描述的就是宽槽的轮廓,这样采用G74即可完成宽槽的加工!
二、镗孔
同理,如果改变这两个点中的X36和X20的值,不也就可以进行镗孔了吗?比如,你想镗一个直径为20mm的孔,只需要把上述程序稍微修改一下即可!参考程序如下:
...
G0X0
Z2
G74R0.5
G74X20Z-5P2000Q3000F0.1
G0Z10
...
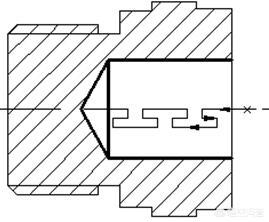
三、钻孔
最后,如果把程序里面的P设置为0,也就是让X=0即不让X轴运动,只让Z轴移动,并且还可以退刀,不就可以钻孔了吗,深孔也可以呀!比如下图
假设钻一个深度为10mm的孔,参考程序如下!
O1
T0101
M3S800
G0X0
Z2
G74R0.5
G74X0Z-10Q3000F0.1
G0Z10
X52
M5
所以说,G74也可以称为深孔钻削循环指令。好了,如果你到现在还是不明白,可以在我的头条专栏里面查看我针对G74以及G75这两个指令的讲解视频,祝好!
2019-06-26 19:49:58 -
可以的
2019-06-19 21:35:43