如何进行内螺纹和外螺纹的铣削加工?
如何进行内螺纹和外螺纹的铣削加工?
-
谢谢邀请回答
我们以常见的加工中心操作系统:FANU0I来讲解。

现以加工M30X1.5的内螺纹与M27×3的外螺纹为例。一、根据通用工艺的加工方法,确定加工内外螺纹的方法,并根据加工工艺准备工量具。然后编程。
二、刀具
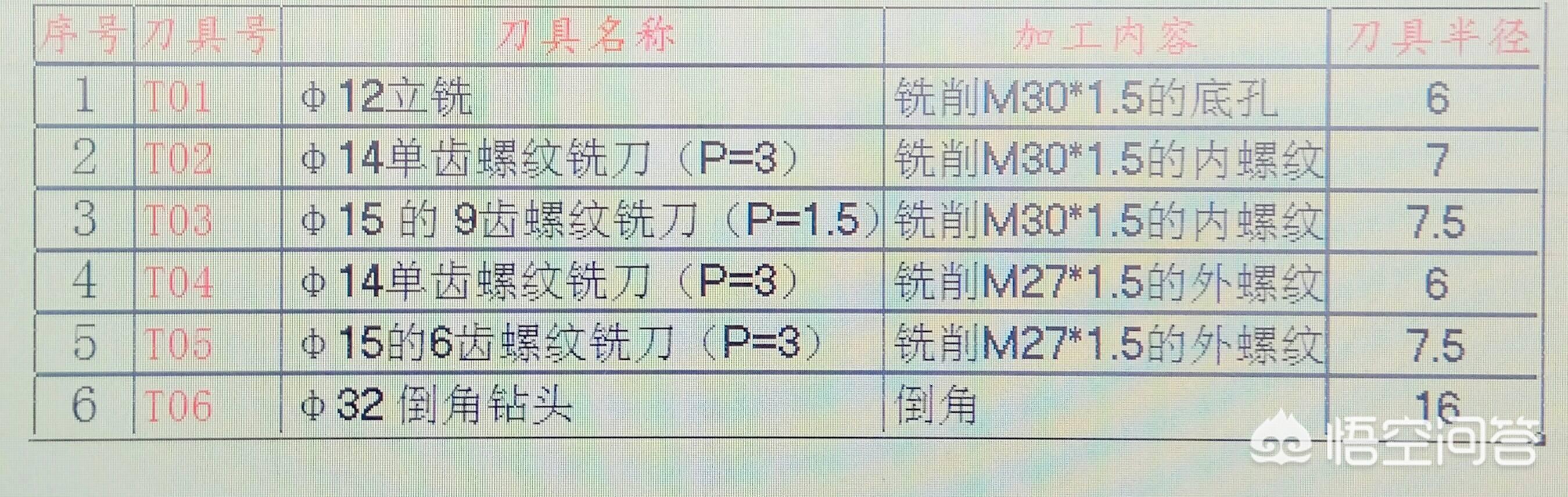
1.内螺纹的铣削
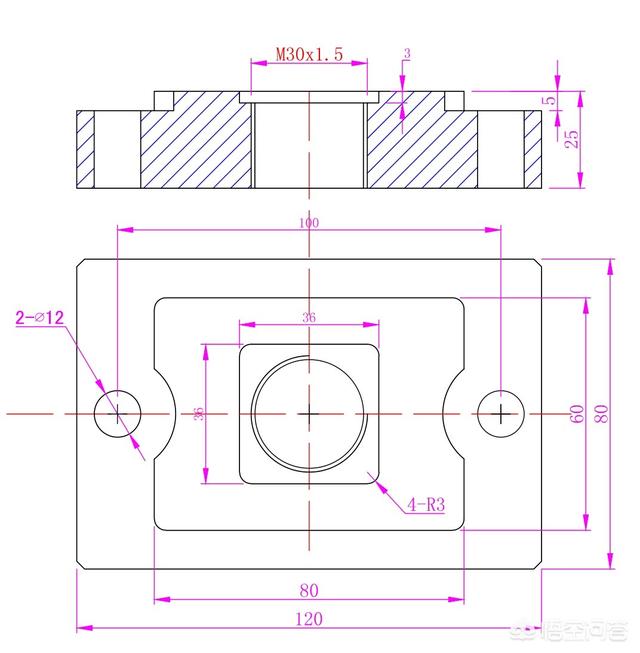
如图所示,加工零件几何中心的M30X1.5内螺纹。
单齿螺纹铣刀的螺纹加工原理是:
刀具每固定旋转一周,在Z轴负方向上下降一个螺距。计算螺纹M30×1.5的底孔直径:公称直径-1.08P=30-1.62=28.38mm,所以螺纹底孔孔径为28.38mm的通孔。选用⌀12mm两齿立铣刀,主轴S=700r/min,刀具材料为高速钢,进给F=120mm/min,刀具伸出长度为28mm,编写程序如下:
O0005
M06T01
G54G90G40M03S1250
G00X0Y0Z100
Z5
G01Z0F40
#1=-4
N10G01Z[#1]F100
G41D01G01X14.25F120
G03I-14.25J0
G40G01X0
#1=#1-4
IF[#1GE-20]GOTO
G00Z100
Y150
M05
M30
2、底孔加工完成后,用⌀32钻倒C1.5mm的角,用⌀14mm的单刃螺纹铣刀铣削,转速S=1250r/min,F=120mm/min程序编写如下:
O0006
M06T02
G54G90G40M03S1250
G0X0Y0Z100
Z5
G01Z0F40
#1=0
N10#2=#1-1.5
G42D02G01X14,.19
G02Z[#2]I-14.19
#1=#1-1.5
IF[#1GE-21]GOTO10
G40G01X0
G00Z100
Y150
MO5
M30
3、用9齿螺纹梳刀(T03)铣削螺纹,主轴转速S=1250r/min,F=120mm/min。应用实例编程如下:
O0007
M06T03
G54G90G40M3S1250
G00X0Y0Z100
Z5
G01Z0F40
#1=-12
N10G01Z[#1]F120
G42D01X14.25
G02Z[#1-1.5]I-14.25
G40G01X0
#1=#1-13.5
IF[#1GE-22.5]GOTO10
G00Z100
Y150
M05
M30
2.外螺纹的铣削

O0008M06T04
G54G90G40M03S1200
G00X35Y0Z100
Z5
G01Z0F50
G41G01X13.5F160
G02Z[#2]l13.5
G40G01X35
G00Z100
M05
M30
对于螺距P=3mm的外螺纹,根据背吃刀量的不同,一般选择7-8刀加工成型。
2018-03-01 13:39:59 -
感谢邀请!小编在这方面并不专行,为了回答好这个问题,我查阅了好些资料并咨询了一些内行朋友。
1、传统切削法:用螺纹丝锥等工具或磨具进行加工,以手动或机动的方式,在预先钻出的孔中切出内螺丝。主要有车削、攻丝、磨削、滚压等。
2、无屑加工冷挤压成型法:用这种方法对工件材料有要求,优点是可以达到更高的静态、动态强度以及表面质量,缺点是要大扭矩以及高品质润滑剂。
3、螺纹铣削法:需要用到数控机床,加工比较灵活,生产率高效,几乎适用所有工件材料。但是螺纹深度有限制,随着技术发展这类问题正在逐步解决。
 2018-03-01 07:57:50
2018-03-01 07:57:50